



STAGE 4. SEDIMENT TREATMENT
 |
| Hydrodynamic System Assembly as a part of UOG-15 Unit |
The sludge separated from large mechanical impurities undergoes primary separation in the hydrodynamic separator.
The operation of the hydrodynamic separator, developed by our engineers, is based on the concept of gravidynamics. The separation of two liquids happens by means of the flow organized in a particular way. The flow accelerates the coalescence (merging and enlargement) of small drops of oils and petroleum products after their separation from the mixture with water under the influence of natural gravitation and flow direction.
The hydrodynamic separator is a tank containing different elements, which provide optimal flow of the mixture and its separation in two liquid phases (water and petroleum product) by means of pushing out the lighter phase to the top of the flow. For this particular purpose the separator tank is equipped with baffles dividing it into sections.
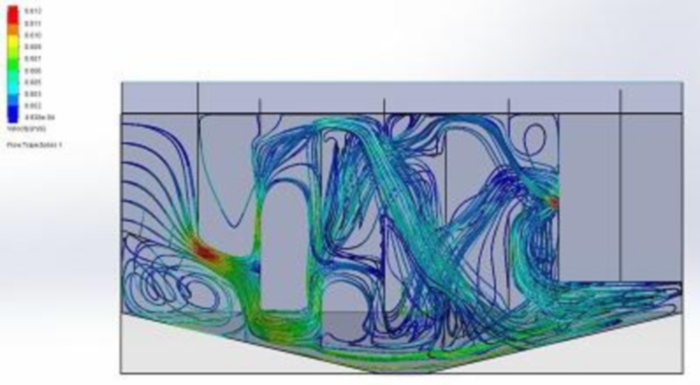
All the hydrodynamic system models are calculated using modern computer simulation methods. Above there is a part of a flow calculation programme, showing the effect of flow acceleration in various separator sections.
The separate collection of light hydrocarbon phase and water is performed at the separator outlet.Mechanical impurities with the density of more than 175 lb/ft³ settle down at the separator bottom from where they are regularly removed by the screw and the sludge pump for further disposal.
Gravidynamic separator constant operation does not require any filter elements, nozzles and devices or any chemical agents use.
If sludge contains an excessive amount of sand or metal chip/scale, the liquid undergoes additional separation by means of hydrocyclone-sand-catcher which allows to separate up to 97 % of sand sediments from the water-oil emulsion. |
| Screw pump |
Contaminated water separated by hydrodynamic system goes through the heat-exchange unit for reheating and undergoes another washing-out.
Hydrocarbon with the residual water and mechanical impurities content is delivered to the Centrifuge Module (CM) for a further treatment by the screw pump, which prevents the additional emulsification. |
| Decanter and separator inside of CM |
CM contains a two-phase separator and a three-phase separator with a heat-exchange unit for additional heating installed in front of it.
CM consists of a two-phase separator and a three-phase separator with a heat-exchange unit for additional heater installed in front of it.
 |
| Agent supply station |
In the decanter hydrocarbons are separated from residual mechanical impurities that cannot be removed by hydrodynamic system. Generally it is light slurry or slime sediment which is removed outside the KERBER system. Residual mechanical impurities are removed to the tray outside the unit by a screw pump.
Demulsificators and flocculants are provided to enhance decanter performance characteristics. For this purpose KERBER set contains agent supply block to prepare the chemical agents (which are usually in dry consistency and need dissipation in water) and to dose their supply at each stage of sludge processing: before hydrodynamic system, at decanter or at separator treatment.
Centrifugal separator is not used at the sediment removal stage of tank cleaning. It is required later for washing the walls of the tank.